MECHANICAL TECHNOLOGY(WELDING AND METALWORK) GRADE 12 MEMORANDUM - NSC EXAMS PAST PAPERS AND MEMOS MAY/JUNE 2021
Share via Whatsapp Join our WhatsApp Group Join our Telegram GroupMECHANICAL TECHNOLOGY: WELDING AND METALWORK
GRADE 12
NATIONAL SENIOR CERTIFICATE EXAMINATION
MEMORANDUM
MAY/JUNE 2021
QUESTION 1: MULTIPLE-CHOICE QUESTIONS (GENERIC)
1.1 B ✓(1)
1.2 A ✓ (1)
1.3 C ✓ (1)
1.4 C ✓(1)
1.5 D✓ (1)
1.6 A ✓ (1)
[6]
QUESTION 2: SAFETY (GENERIC)
2.1 First aid basic treatment:
- Examination ✓
- Diagnosis ✓
- Treatment ✓ (3)
2.2 Drill press (Already been switched on):
- Never leave the drill unattended while in motion.✓
- Switch off the drill when leaving. ✓
- Use a brush or wooden rod to remove chips. ✓
- When reaching around a revolving drill, be careful that your clothes do not get caught in the drill or drill chuck. ✓
- Don't stop a revolving chuck with your hand. ✓
- Don't adjust the drill while working. ✓
- Don't open any guard while in motion. ✓
- Keep hands away from action points. ✓
- Do not force the drill bit into the material.✓
- Apply cutting fluid if required. ✓
(Any 2 x 1) (2)
2.3 Isolation of electrode holder:
To prevent electric shock. ✓ (1)
2.4 Disadvantages of the process layout:
- Production is not always continuous. ✓
- Transportation costs between process departments may be high. ✓
- Additional time is spent in testing and sorting as the product moves to the different departments. ✓
- Damage to fragile goods may result from extra handling. ✓
(Any 2 x 1) (2)
2.5 Advantages of the product layout:
- Handling of material is limited to a minimum.✓
- Time period of manufacturing cycle is less. ✓
- Production control is almost automatic. ✓
- Control over operations is easier. ✓
- Greater use of unskilled labour is possible. ✓
- Less total inspection is required. ✓
- Less total floor space is needed per unit of production. ✓
(Any 2 x 1) (2)
[10]
QUESTION 3: MATERIALS (GENERIC)
3.1 Heat-treatment:
- Heat the metal slowly to a certain temperature. ✓
- Soak the metal for a certain period to ensure a uniform temperature. ✓
- Cool the metal at a certain rate to room temperature. ✓ (3)
3.2 Quenching mediums:
- Water ✓
- Brine✓
- Liquid salts ✓
- Oil ✓
- Soluble oil and water ✓
- Sand ✓
- Molten lead ✓
- Air ✓
- Lime ✓
(Any 3 x 1) (3)
3.3 Annealing:
- To relieve internal stresses of the steel ✓
- Soften steel to make machining possible ✓
- Make steel ductile ✓
- Refine grain structure ✓
- Reduce brittleness ✓
(Any 1 x 1) (1)
3.4 Carbon steels:
- Low carbon steel ✓
- Medium carbon steel ✓
- High carbon steel ✓ (3)
3.5 Iron-carbon equilibrium diagram:
- Percentage carbon / carbon content ✓
- Temperature in °C ✓
- AC3 line / Higher critical temperature ✓
- AC1 line / Lower critical temperature ✓ (4)
[14]
QUESTION 4: MULTIPLE-CHOICE (SPECIFIC)
4.1 D ✓ (1)
4.2 B ✓ (1)
4.3 A ✓ (1)
4.4 B ✓ (1)
4.5 D ✓ (1)
4.6 B ✓ (1)
4.7 D ✓ (1)
4.8 C ✓ (1)
4.9 A or B ✓ (1)
4.10 C ✓ (1)
4.11 A or B ✓(1)
4.12 B ✓ (1)
4.13 A ✓(1)
4.14 C ✓ (1)
[14]
QUESTION 5: TERMINOLOGY (TEMPLATES) (SPECIFIC)
5.1 Template loft:
- To save time in marking out. ✓
- Promotes accuracy.✓
(Any 1 x 1) (1)
5.2 Purlins:
- To support roof covering. ✓✓
- To link the roof trusses. ✓✓
- Makes the roof structure stronger. ✓✓
(Any 1 x 2) (2)
5.3 Roof truss:
- Rafter ✓
- Cleat ✓
- Purlin ✓
- Gusset plate ✓
- Tie beam/Main tie✓(5)
5.4 Material calculation:
MeanØ = InsideØ + Thickness
= 230 + 16
= 246 mm
Mean circumferance = π x MeanØ
= π x 246
= 772,83 mm
= Round off to 773 mm (6)
5.5 Welding symbols:
- Tail ✓
- Weld symbol / Fillet weld on the other side / Weld symbol on the other side / Fillet weld ✓
- Pitch of weld✓
- Site weld ✓
- Arrow✓
- Weld all round✓ (6)
5.6 (3)
(3)
[23]
QUESTION 6: TOOLS AND EQUIPMENT (SPECIFIC)
6.1 Plasma cutter:
- Creating an electrical channel of ionised gas (plasma), ✓ from the plasma cutter itself through the work piece that is being cut.
- It forms a completed electric circuit ✓via a grounding clamp.
- Compressed air is blown toward the work piece through a focused nozzle at high speed. ✓
- A high frequency, electrical arc is then formed within the gas between an electrode near or integrated into the gas nozzle and the work piece itself. ✓ (4)
6.2 Hydraulic press:
- For removing bearings or bushes✓
- Fitting of bearings or bushes. ✓
- To shape material.✓
- Testing of welded joints ✓
(Any 2 x 1) (2)
6.3 Internal thread cutting process:
- Drill the required core diameter. ✓
- Use the three taps in order – taper / intermediate / plug. ✓
- Check thread with thread pitch gauge/bolt when complete.✓ (3)
6.4 Power saw:
To cut sections of metal / material. ✓ (1)
6.5 Gas welding:
6.5.1 Oxygen regulator / Acetylene regulator / regulator ✓(1)
6.5.2
- Gauge✓
- Outlet ✓
- Inlet ✓
- Pressure adjusting knob ✓(4)
6.6 Acetylene gas cylinder:
Red / maroon ✓ (1)
6.7 Flashback arrestor:
To prevent ✓ back feeding / flashback of flame ✓ (2)
[18]
QUESTION 7: FORCES (SPECIFIC)
7.1 Define:
7.1.1 Stress:
The internal resistance ✓ in a body to an external force or load. ✓(2)
7.1.2 Hooke's law:
Strain is directly proportional to the stress it causes; ✓ provided the limit of elasticity is not exceeded✓ (2)
7.2 Frameworks:
7.2.1. Space diagram: (4)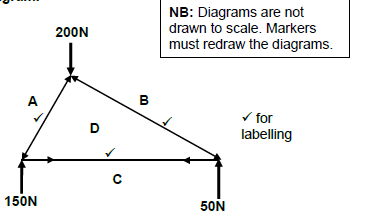
7.2.2 Vector diagram: (5)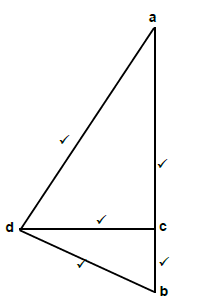
NOTE: ±2mm tolerance on scale drawing. Marks awarded for scale accuracy.
7.2.3 Magnitude and nature of members:
| MEMBER | MAGNITUDE | NATURE |
| AD | 172 N – 176 N | Strut |
| BD | 100 N – 104 N | Strut |
| CD | 87 N – 91 N | TieStrut |
(6)
7.3 Beam:
7.3.1 Calculate RL:
Taking moment about right reaction (RR)
RL x 10 = (25 x 2) + (30 x 6,5) + (15 x 8)
= 50 + 195 + 120
= 365
10
RL = 36,5 N
Calculate RR:
Taking moment about left reaction (RL)
RL x 10 = (15 x 2) + (30 x 6,5) + (25 x 8)
= 30 + 105 + 200
= 335
10
RL = 33,5 N (6)
7.3.2 Shear forces at point A, B and C:
SFA = 36,5 15
= 21,5 N
SFB = 36,5 - 15 - 30
= -8.5N
SFC = 36,5 - 15 - 30 - 25
= -33.5N (6)
7.3.3 Shear force diagram: (6)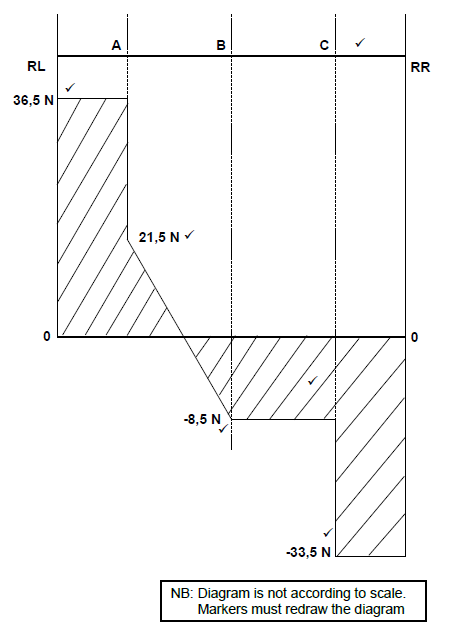
7.4 Stress and strain:
7.4.1 Stress:
Stress = Load But Area = πD2
Area 4
Area = πD2
4
= π(0,03)2
4
= 0,71 x 10-3 m2 or 7,07 x 10-4 m2
Stress = Force
Area
= 80 x 103 N
0,71 x 10-3m2
=112,68 x 106 Pa
= 112,68 MPa
OR
Stress = Force
Area
= 80 x 103 N
0,71 x 10-3m2
= 113154172,6 Pa
= 113,15 MPa (6)
7.4.2 Strain:
Strain = ΔL
OL
= 0,06
3000
= 0,02 x 10-3
(If any unit indicated, then NO mark awarded for final answer) (2)
[45]
QUESTION 8: JOINING METHODS (INSPECTION OF WELDS) (SPECIFIC)
8.1 Welding defects (Causes):
8.1.1 Slag inclusion:
- Included angle too narrow. ✓
- Rapid chilling.✓
- Welding temperature to low / current too low.✓
- High viscosity of molten metal.✓
- Slag not removed from previous weld run. ✓
- Incorrect welding technique.✓
- Surface contamination. ✓
- Too big weaving action. ✓
- Too slow speed along the weld joint. ✓
- Too short arc length.✓
(Any 2 x 1) (2)
8.1.2 Incomplete penetration:
- Speed too fast.✓
- Poor welding technique. ✓
- Electrode too large. ✓
- Current too low. ✓
- Joint preparation not prepared correctly.✓
- Weldability of parent metal not good.✓
(Any 2 x 1) (2)
8.2 Welding defects (Prevention):
8.2.1 Porosity:
- Use correct current. ✓
- Hold a longer arc.✓
- Use correct electrodes.✓
- Check for impurities.✓
- Ensure adequate shielding gas. ✓
- Correct welding technique. ✓
- Check that electrode/ filler metal did not rust.✓
(Any 2 x 1) (2)
8.2.2 Lack of fusion:
- Use correct included angle.✓
- Use the correct size of electrode. ✓
- Use the correct current setting. ✓
- Prepare the plate bevel/V-groove accordingly. ✓
(Any 2 x 1) (2)
8.3 Destructive and non-destructive tests:
8.3.1 Free-bend:
- Used to determine the percentage of elongation of the welded metal.✓
- To determine the ductility of the weld metal and heat affected area. ✓
(Any 1 x 1) (1)
8.3.2 X-ray test:
- To determine whether there has been full depth penetration.✓
- Determine if correct fusion between welded pieces took place. ✓
- To detect internal defects like pin holes, slag inclusions, cracks etc.✓
(Any 1 x 1) (1)
8.4 Welding cracks:
- Heat affected zone (HAZ) cracks. ✓
- Centre line / longitude cracks. ✓
- Crater cracks.✓
- Transverse cracks✓
(Any 3 x 1) (3)
8.5 Oxy-acetylene welding process:
- Correct flame for the work on hand.✓
- Correct angle of nozzle.✓
- Correct angle of rod. ✓
- Depth of fusion.✓
- The amount of penetration. ✓
- The rate of progress along the joint.✓
(Any 2 x 1) (2)
8.6 Nick-break test:
- Each side of the weld is slotted by means of a saw.✓
- Place the specimen on two steel supports / In a bench vice.✓
- Break the specimen ✓ by striking it with a hammer. ✓
- Inspect the weld metal for exposed defects. ✓ (5)
8.7 Non-destructive tests:
- It does not involve the destruction/damage of the test piece ✓
- The test piece can still be used after test is done. ✓
(Any 1 x 1) (1)
8.8 Machinability test:
- To determine the ease of machining ✓
- To determine the quality of the finish ✓ (2)
[23]
QUESTION 9: JOINING METHODS (STRESSES AND DISTORTION) (SPECIFIC)
9.1 Cold worked steel:
- Melting point ✓
- Its composition and constitution ✓
- The amount of cold work✓
- Annealing time✓ (4)
9.2 Shrinkage in a welded joint:
9.2.1 Electrode type:
Thermal properties have a greater potential to cause deformation.✓ (1)
9.2.2 Electrode size:
The larger the electrode diameter the higher the current the greater the deformation.✓(1)
9.2.3 Welding current:
The higher welding current the higher the welding temperature the higher the deformation. ✓ (1)
9.3 Factors that determine the cooling rate:
- Size of work piece ✓
- Weld thickness ✓
- Thermal conductive properties of parent metal ✓
(Any 2 x 1) (2)
9.4 Definition:
9.4.1 Distortion:
Weld distortion is the warping of the base metal ✓ caused by heat from the welding arc/flame. ✓ (2)
9.4.2 Shrinkage:
Weld shrinkage is a form of plastic deformation ✓ where the metal has deformed as a result of contraction on cooling.✓ (2)
9.5 Factors affecting distortion and residual stress:
- When the metal is heated and expansion is resisted then deformation will occur. ✓
- When cooling occurs and contraction is resisted, then stress will occur. ✓
- If applied stress causes movement, the distortion occurs. ✓
- If applied stress does not cause movement then there will be residual stress in the welded joint. ✓
(Any 3 x 1) (3)
9.6 Causes of residual stress:
- During welding, the welds and Heat Affected Zone (HAZ) are heated to temperatures well above those of the surrounding material✓
- The weld and HAZ deform plastically because their thermal expansion is restricted by the surrounding material✓
- As the weld cools and contracts, tensile stresses develop elastically.✓
- Welds develop tensile stresses that approach yield stress✓
(Any 2 x 1) (2)
[18]
QUESTION 10: MAINTENANCE (SPECIFIC)
10.1 Overloading:
10.1.1 Shearing machines:
- Dulling or breaking blades. ✓
- Putting strain on the motor and drive mechanism. ✓
(Any 1 x 1) (1)
10.1.2 Drill press:
- Damage / breakage to the drill bit.✓
- It puts strain on the drive components. ✓
(Any 1 x 1) (1)
10.2 Friction:
10.2.1 Guillotine:
Excessive wear / damage to moving parts. ✓ (1)
10.2.2 Horizontal band saw:
- Overheating of the cutting blade✓
- Damage to the cutting blade. ✓
- Excessive wear to moving parts. ✓
(Any 1 x 1) (1)
10.3 Maintenance of a power saw:
- Check the mains electrical switches. ✓
- Check the wiring and conduits for cracks. ✓
- Check for broken control mechanisms. ✓
- Check electrical connections.✓
- Check for loose electrical components. ✓
- Check that cutting fluid does not come in contact with electrical wiring and switches. ✓
(Any 2 x 1) (2)
10.4 Methods to reduce friction:
- Applying cutting fluid. ✓
- Applying oil.✓
- Prevent excessive pressure / Apply adequate pressure.✓
- Ensure that the drill bit is sharp.✓
- Ensure to use correct speed for the size of drill bit✓
- Use the correct drill bit. ✓
(Any 2 x 1) (2)
[8]
QUESTION 11: TERMINOLOGY (DEVELOPMENT) (SPECIFIC)
11.1 Square to square off centre hopper: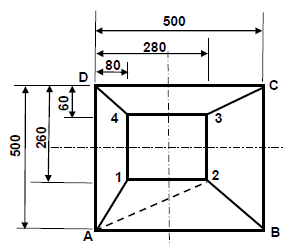
11.1.1 True length of A-2:
True length (A - 2) = √2402 + 2802 + 4002
= √57600 + 78400 + 160000
= √296000
= 544,06 mm ≈ 544 mm (5)
11.1.2 True length of C-3:
True length (C - 3) = √2202 + 602 + 4002
= √48400 + 3600 + 160000
= √212000
= 460,43mm ≈ 460mm
11.2 Truncated cone: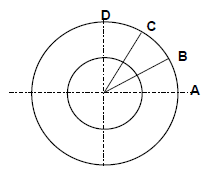
11.2.1 True length of A-B:
True length(A - B) = πD
12
= π x 600
12
= 1884,96
12
= 157,08 mm ≈ 157 mm (5)
11.2.2 Circumference of the top circle:
Circumference of top circle = π x D
= π x 400
= 1256,64mm ≈ 1257mm (4)
11.2.3 600 mm. (2)
[21]
TOTAL: 200